












Бесшовные трубы — это разновидность металлопроката, технология производства которого предусматривает отсутствие каких-либо швов по всей длине изделий.
Самым слабым местом сварной трубы является шов. Несмотря на постоянное совершенствование технологий, из-за дополнительных нагревов при сварке структура металла вдоль соединения становится хрупкой, а сам шов имеет более рыхлое молекулярное строение, подверженное коррозионному разрушению. У стальных бесшовных труб такого изъяна нет, монолитная цилиндрическая форма служит надежной защитой от протечек.
Основное назначение бесшовной трубы – трубопроводы высокого давления или транспортировка опасных веществ на промышленных объектах
Когда протечка или разрыв может угрожать безопасности жизни или экологической среды. В бытовых инженерных сетях нет нагрузок, которые не смогла бы выдержать прямошовная труба, тем не менее, отсутствие шва увеличивает срок службы, долговечность и надежность, например, газового оборудования частного дома.
Бесшовные трубы можно гнуть без потери качеств, поэтому их используют для изготовления змеевиков, спиралей и гнутых отводов.
Области применения стальных бесшовных труб:
- Газовые и нефтепроводы высокого давления;
- Химические трубопроводы для транспортировки растворов кислот, щелочей, ядовитых газов;
- Змеевики и спирали промышленных теплообменников, водонагревателей;
- Системы с замкнутыми контурами;
- Вытяжка газов и продуктов горения из доменных установок;
- Детали поршневых механизмов;
- Трубопроводная арматура (тройники);
- Фундаментные сваи ЛЭП и других металлоконструкций.
Главное преимущество бесшовного корпуса – герметичность, стойкость к разрывам и коррозии, так как исключаются все неблагоприятные факторы, связанные со сварным соединением: остаточные напряжения, микронеоднородность, наплывы, потеря эластичности.
Классификация бесшовных труб
Продукцию изготавливают из углеродистых и легированных сталей, особенно стоит выделить нержавеющие. Заводы производители используют два способа:
- Холоднокатаный ГОСТ 8733-74;
- Горячекатаный ГОСТ 32528-2013 (действует ГОСТ 8734-75 с уточнениями).
Горячекатаные трубы получают из раскаленных цилиндрических заготовок, для разных сталей применяют режимы нагрева от 900 до 1270 Со. При горячей прокатке структура металла сохраняет эластичность, уплотняется, но невозможно получить тонкостенный материал.
Холодный способ включает в себя несколько стабилизирующих отжигов, во время которых зерно металла измельчается, а остаточные напряжения снимаются, структура становится однородной и прочной. Деформацию осуществляют в охлажденном состоянии, но металл в прокатном станке сильно разогревается вследствие трения. Этот метод позволяет производить изделия повышенной точности с тонкими стенками.
Заводы-изготовители выпускают трубный прокат мерной или немерной длины, параметры длины могут согласовываться с заказчиком. ГОСТ 8733-74 устанавливает группы поставок с нормированными критериями:
· Б – механические свойства;
· В – химический состав;
· Г – химический состав и механические характеристики после термообработки;
· Д – гидравлическое давление;
· Е – механические свойства после специальной термической обработки.
Холоднодеформируемым изделиям применяют дополнительную классификацию согласно ГОСТ 8734-75:
- Особотонкостенные – до 0,5 мм.;
- Тонкостенные – до 1,5 мм;
- Толстостенные – отношение наружного диаметра к толщине стенки не более 6;
- Особотолстостенные – отношение наружного диаметра к толщине стенки от 6 до 12,5.

Продукцию можно классифицировать по маркам сталей, из которых она производится. Холодный способ позволяет выпускать продукцию любой формы и высокой точности, в том числе велосипедные рамы, нержавеющие перила и ограждения.
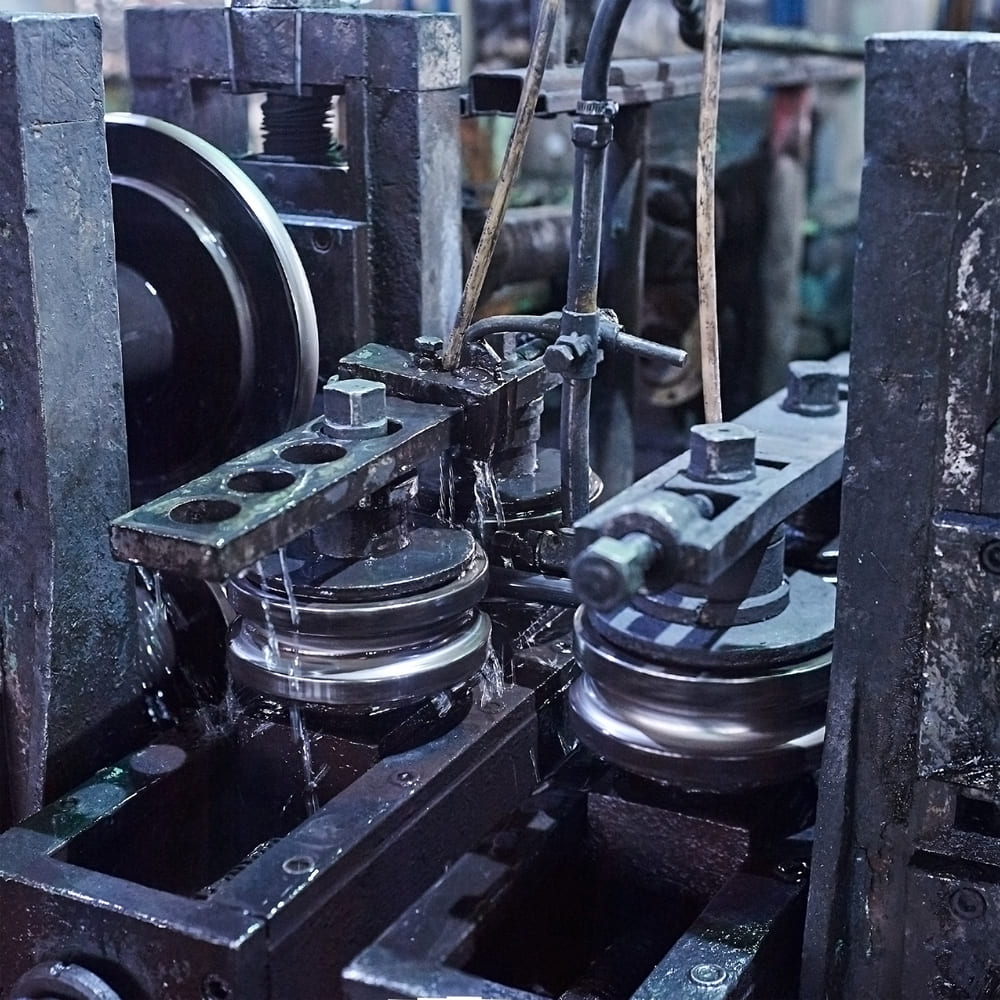
Производство бесшовных труб
При горячем способе цилиндрическая заготовка прогревается в печи, затем в раскаленном виде поступает в прошивной стан, где прокалывается и проходит через обжимные валки, расположенные под углом.

Так получают толстостенную гильзу, равную по диаметру первоначальной заготовке, но 2,5-4 раза длиннее. Раскатку производят на автоматическом, непрерывном или трехвалковом стане. Выбор оборудования обуславливает характеристики готовой продукции. На заключительном этапе еще раскаленная труба поступает в калибровочный стан, охлаждается и проходит стабилизирующий отжиг для снятия остаточных напряжений и упрочнения структуры сплава.
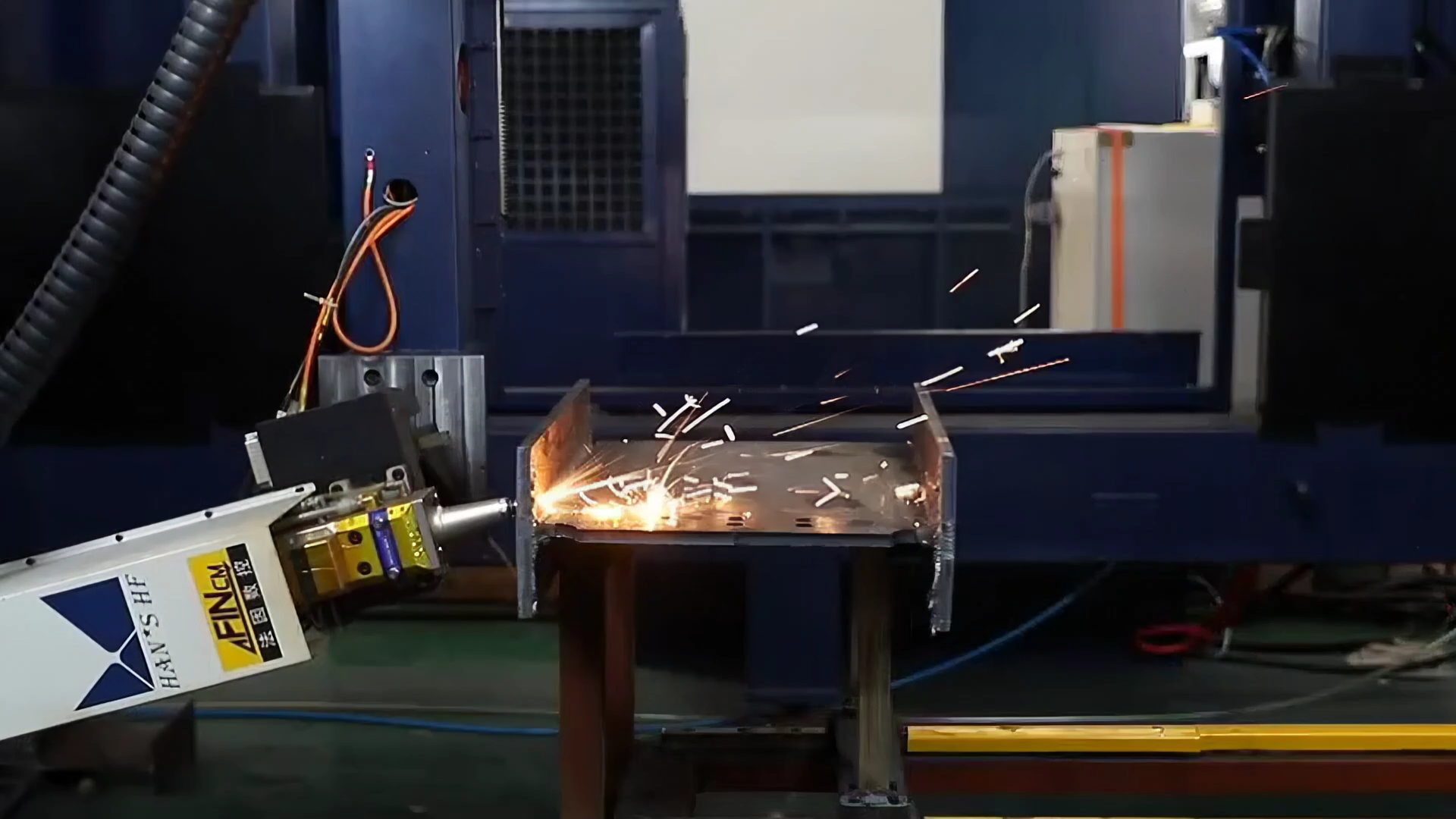
Холодная деформация предусматривает множество операций. В производстве используют проколотые заранее гильзы, очищенные от окалины, просушенные в специальной камере и покрытые смазкой.
Возможно изготовление методом прокатки или волочения. Не нагретая сталь меняет форму медленно. Процесс разделен на несколько этапов, после каждого производится термообработка и травление, для удаления окислов. Защитная бескислородная среда позволяет сократить или исключить обработку кислотными составами. Количество циклов составляет от 5 до 15. Затем выполняют калибровку, шлифовку внутри и снаружи трубы.
Поверхность нержавеющих сталей можно шлифовать до зеркального состояния.
- Горячедеформированные изделия имеют наружный диаметр 20-550 мм. с толщиной стенки 2,5-70 мм.
- Холоднодеформированные – диаметр сечения: 5-250 мм., стенка: 0,3-24 мм.
Бесшовные стальные трубы в зависимости от метода производства имеют разное назначение и свойства. Для некоторых областей возможно применение стандартов ТУ, например, в изготовлении мебели или ограждений не важны параметры гидравлического давления.
[include_post id=»6191″]
Технические характеристики
Прессование при горячей деформации изменяет структуру металла, она становится неоднородной. Для некоторых марок сталей предусматривается стабилизирующий отжиг или закаливание. Толстые стенки могут выдержать любое давление, как внешнее, так и внутреннее, не восприимчивы к подвижкам и массе грунта.
Горячекатаные трубы покрыты окалиной, но если требуется повышенная коррозийная стойкость, их очищают и наносят цинковое, хромовое или полимерное покрытие.
Бесшовные горячекатаные трубы применяют в строительстве инженерных сетей, нефте- и газопроводов, но их нельзя использовать для транспортировки ядовитых и взрывчатых веществ с высоким классом опасности, для поставок водяного пара. Прочность изделий ценится в строительстве.
Преимущество холоднокатаных труб заключается в легком весе, повышенной прочности на молекулярном уровне, отшлифованная поверхность снижает коррозию.
Для дополнительной защиты обрабатывают гальваническими методами, порошковыми красками, цинкованием, но чаще применяют нержавеющие сплавы.
Холоднодеформированные изделия имеют множество назначений и типоразмеров:
- прокат из некоторых марок стали используют в морском судостроении;
- химической и пищевой промышленности;
- энергетике;
- приборостроении;
- капиллярные трубки применяются в дозирующем оборудовании, электронике, авиации.
Бесшовные трубы способны выдерживать нормативное давление в несколько сотен атмосфер, длительно работать в сетях с перепадами напора. Герметичная конструкция защищена от разрушений, характерных для сварного соединения, абсолютно стойка к завоздушиванию среды.
Производство труб по бесшовной технологии на порядок дороже, чем электросварных, поэтому их применение обусловлено экономической целесообразностью. Подбор осуществляют исходя из нормативного давления транспортируемого вещества, механических характеристик конструкций или деталей.
[items_table diameter=»219″ wall=»6″]















 Заказать звонок
Заказать звонок Написать на почту
Написать на почту Telegram
Telegram