












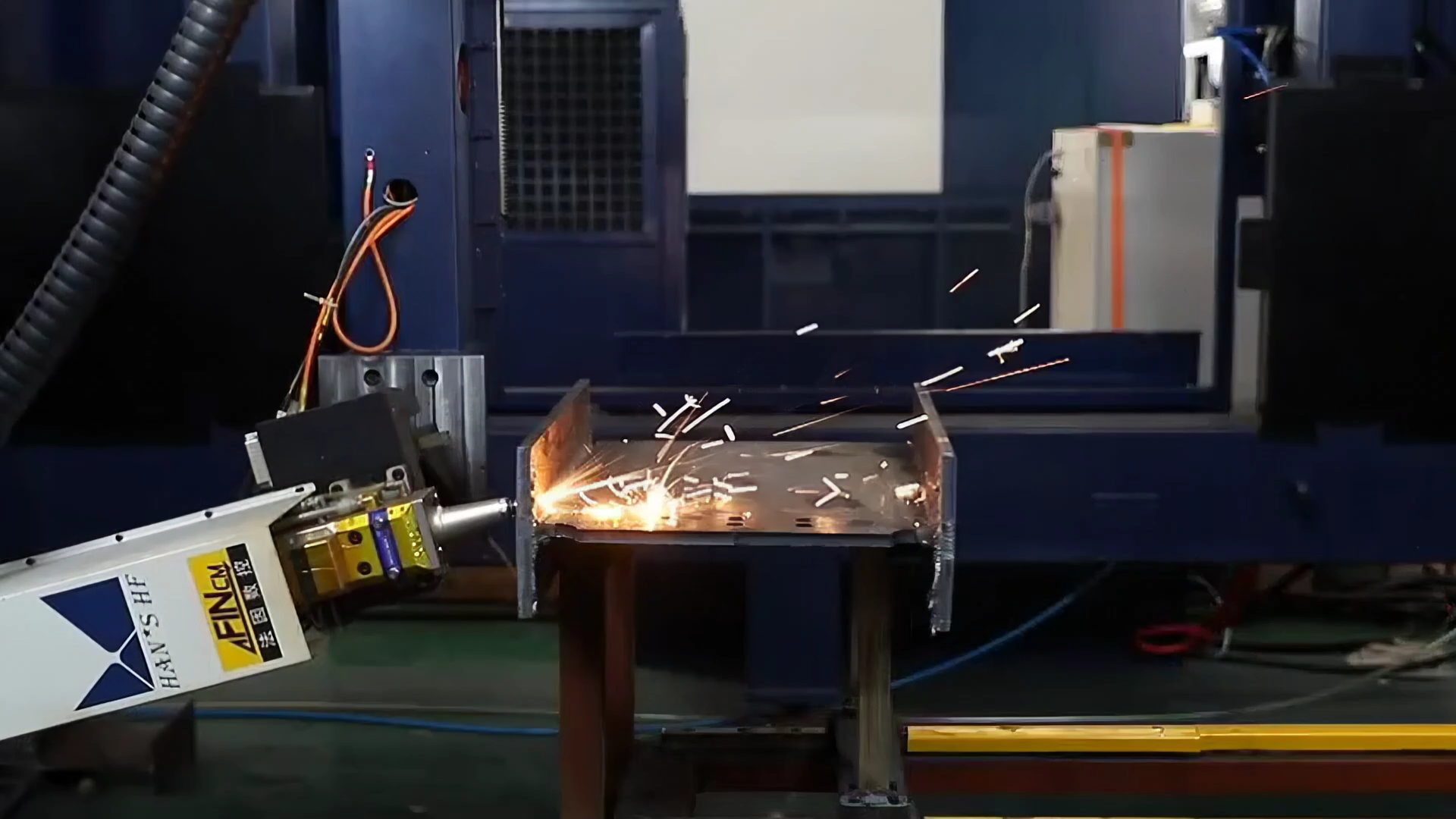
Лазерная резка металла — это технология разделения металлических заготовок. Рабочий инструмент — это лазерная головка, перемещающая сфокусированный луч высокой мощности.Чаще всего это газовый CO2 лазер или волоконный лазер на иттербиевом волокне.
Линза в станке направляет и фокусирует рассеянный луч на металлическую поверхность. Диаметр точки при этом от 0 до 1 мм. Когда лазер концентрируется в фокальной точке, происходит интенсивный нагрев до температуры плавления и испарения. Частицы металла удаляются струей инертного газа (азот, аргон). Таким образом создается узкий рез (0.1-1 мм).
Для получения нужной геометрии распила в станке используется система ЧПУ. Она же контролирует положение лазерной головки и луча.
Одна из главных особенностей этой технологии — это отсутствие механического контакта с рабочей поверхностью, а также минимальный нагрев заготовки за счёт узкого реза, что нивелирует вероятность ее деформации.

Унифицированный технологический процесс резки такой:
- Включение станка с газовым или волоконным лазером, запуск источника лазерного излучения.
- Настройка линзы и фокусирующей оптической системы в целом.
- Коррекция фокусного расстояния.
- Металлическая заготовка устанавливается на рабочем столе станка. Как правило он стационарный, над столом перемещается лазерная головка.
- Проверка настроек системы ЧПУ для управления головкой и сфокусированным лучом.
- В зону реза подается сжатый инертный газ (азот, аргон) для выдувания расплава или активный газ (кислород).
- Луч лазера, двигаясь по программе, прожигает и разрезает заготовку насквозь.
Примерно так происходит автоматическая резка с высокой точностью, чистотой и скоростью без механического контакта. При этом рабочая головка, содержащая линзу, может перемещаться по осям XYZ, чтобы обеспечить раскрой по заданной траектории.
Достоинства лазерной резки
Преимущества технологии лазерного раскроя листового металлопроката:
- Высокая скорость работы — лазер режет листовой прокат со скоростью от 0,1 до 80 м/мин.
- Высокоточная обработка — точность позиционирования луча достигает 0,002-0,005 мм.
- Заготовка не деформируется в зоне реза, так как нет термического воздействия.
- Можно создавать сложные криволинейные контуры и геометрические фигуры.
- Качественная обработка кромок — минимум заусенцев и неровностей.
- Возможность обработки тонколистового металлопроката толщиной от 0,5 мм.
- Не нужно механически дорабатывать кромки.
- Экологичность процесса — нет стружки, раскаленных капель, пыли.
- Автоматизация на станках с ЧПУ, что повышает производительность.
Промежуточный вывод — лазерная резка делает раскрой листового проката более точным, быстрым, эффективным и экологичным.
Оборудование для лазерной резки
На рынке можно купить следующие виды станков для резки металлопроката:
- С ЧПУ — популярная разновидность с автоматическим режимом раскроя заготовки по загруженной программе.
- Плоскорежущие — оснащены плоским рабочим столом для работы с объемными заготовками.
- Труборезные — используются для раскроя труб, профилей, балок благодаря поворотным механизмам.
- Многокоординатные комплексы — позволяют вести резку сразу по нескольким осям и обрабатывать сложные пространственные формы.
- Гравировальные — помогают создавать рельефные рисунки на поверхности.
- Волоконные установки — используют компактный и энергоэффективный волоконный лазер.
Промежуточный вывод — выбор станка зависит от габаритов, толщины и вида обрабатываемых заготовок. Ниже рассмотрим самые популярные виды оборудования для раскроя заготовок.

Твердотельные лазеры
В качестве активной среды твердотельного лазера используются кристаллы, легированные ионами неодима или иттербия.
Длина волны излучения 1-1,1 мкм, что эффективно поглощается металлами по сравнению с газовыми лазером. Мощность лазера тут до 10 кВт, чего хватает на сталь толщиной до 20 мм. Станки также отличаются высоким КПД (на 30-40% выше газового аналога), а также компактными размерами.
Производители небезосновательно указывают в паспортах оборудования длительный срок службы — до 100 000 часов.
Преимущества твердотельных станков — это высокое качество реза и хорошее соотношение цены-мощности. Оборудование используется для работы с конструкционными сталями, нержавейкой, алюминиевыми и медными сплавами.
Газовые
В газовых лазерах используется углекислый газ, азот или гелий в качестве активной среды. Длина волны излучения 10,6 мкм, хорошо поглощается прокатом. Мощность лазеров 1-25 кВт, чего хватит для толщины заготовки до 50 мм.
Чтобы оборудование работало с довольно низким КПД, требуется система охлаждения и вентиляции. До капитального ремонта станка всего 10-20 тыс. часов, причем есть сложности с монтажом из-за больших габаритов/массы.
Газовые лазерные станки используются для резки средних и толстых листовых конструкционных сталей. С лучшей стороны они себя показывают в решении больших промышленных задач.
Волоконный
Активная среда волоконного лазера — это оптическое волокно, легированное ионами иттербия. Длина волны излучения составляет 1,07 мкм, которая поглощается большинством заготовок. Мощность лазера — 1-30 кВт. Ее хватит для раскроя металлопроката толщиной до 40 мм. Первая особенность оборудования — это крайне высокий КПД, который значительно превосходит газовые аналоги. Вторая — компактные размеры, простота монтажа и внедрения в АСУ.
Третья — это высокая надежность волокна до 100 тыс. часов. В пересчете на единицу мощности сравнительно невысокая стоимость станка.
Область применения — это раской конструкционных сталей, нержавеек, цветных металлов. Станки применяются в машиностроении, автопроме, судостроении, авиастроении и других отраслях.
Металлы, которые можно резать лазером
На лазерных станках можно резать прокат с такой толщиной:
- конструкционная углеродистая сталь — до 40 мм толщиной на мощных газовых или волоконных лазерах;
- нержавеющая сталь — до 50 мм;
- алюминий и алюминиевые сплавы — 10-15 мм в зависимости от сплава;
- медь и медные сплавы (латунь, бронза) — до 5-6 мм;
- титан и титановые сплавы — до 10 мм;
- молибден, вольфрам — до 5 мм.
Качество реза и скорость обработки зависят от типа металла, его толщины, мощности лазера. Перед нами универсальное решение для работы, как с тонкими, так и с толстыми листами.

Сферы применения технологии
Область применения технологии лазерной резки довольно широка:
- Машиностроение — раскрой листового металлопроката, изготовление деталей машин и механизмов.
- Судостроение — создание корпусных конструкций и профилей для кораблей, катеров.
- Авиастроение — обработка алюминиевых и титановых сплавов для самолетов и вертолетов.
- Автомобилестроение — создание кузовных деталей, дисков колёс, выхлопных систем.
- Электротехническая промышленность — работа с трансформаторной сталью.
- Приборостроение — создание корпусов приборов, щитов и пультов управления.
- Мебельная промышленность — обработка листового проката для мебели.
- Строительство — раскрой листового и рулонного металлопроката.
- Ювелирное дело — резка и гравировка изделий из драгметаллов.
Раскрой лазером — это про высокую скорость работы, точность раскроя и качество обработки.
Недостатки лазерной резки
Недостатки у лазерной технологии раскроя металлопроката тоже есть:
- Высокая стоимость лазерного оборудования и его обслуживания.
- Обязательный монтаж систем вытяжной вентиляции и очистки отводимых газов.
- Ограничения по толщине — 40 мм у стали, 10-15 мм у алюминия на высокомощных лазерах.
- При обработке определенных заготовок появляются закаленные участки, склонные к растрескиванию.
- Возможность отражения части лазерного излучения от высокополированных поверхностей.
- При обработке алюминия и меди нужно использовать инертный газ для предотвращения окисления.
- Для сложных 3D резов требуются многокоординатные установки.
- Необходима защита оператора от отраженного лазерного излучения.
















 Заказать звонок
Заказать звонок Написать на почту
Написать на почту Telegram
Telegram